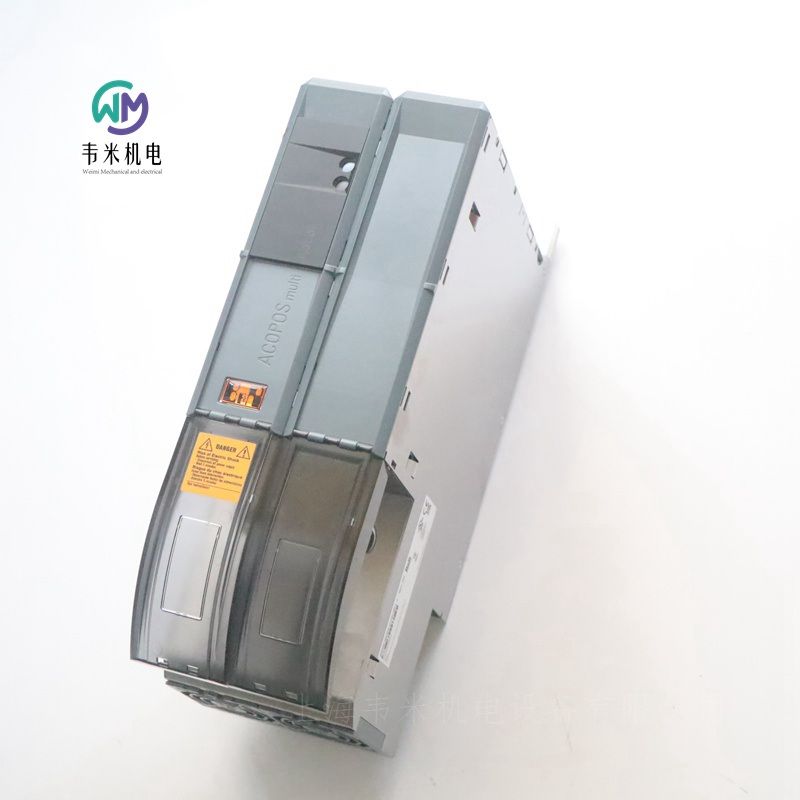
��ʿ�ֵ���M-SR10KE15-1X���¹�REXROTH��װʽ�����������Һѹ���������Զ������ƹ�ҵ�������“�Ϻ�Τ�����豸����˾”����֤��Ʒԭ��ԭװ���۸��Żݣ��ֻ���棬�ۺ����ǣ���ӭ���Ͽͻ���ѯ�ɹ���
һ����ͨ����
����:ʹ��Һֻ����һ����������,������������
�ṹ:�ɷ���1����о2������3�������ɡ�
����ԭ��:
P1���룬��о����,ͨ����—һ ѹ����ʧС
P2����,��оѹ���ڷ�����,�رա�һһ�ܷ��Ժ�
����������ɸ��Ϸ�,�絥�������������˳�������ѹ���ȡ�
��װ�ڱõij���,һ�����ֹѹ�����Ӱ��õ�������������һ�����ֹ�ò�����ʱ��Һ���û����䡣
��װ�ڻ���·������ѹ���á���Ҫ���ɸնȽϴ�ĵ���
����Һ�ص���
�ṹ:�ɿ��ƻ���1������2����о3�͵��ɵ���ɡ�
����:Һ�ص���ʹ��Һ��������������ͨ����
����ԭ��:
���ƿ���Һѹ�ͽ���, A����ͨB ,��ͨ����
���ƿ���Һѹ�ͽ���, A��B��ͨ,ͨ·��
Һѹ��
����λ:Һѹ�������˶���
��λ:����Һѹ��,ʹ��ͣ������λ�á�
��ѹ��
��λ:�������˻�;
��λ:����;
��λ:��ж��,Һѹ����ǻѹ����Һ�ص���ѹ��
5.�������Ʒ�
����:ͨ���ı䷧�ڹ����������������������Ӷ�����ִ��Ԫ�����˶��ٶȡ�
����:�����������ٷ����¶Ȳ������ٷ���������������
���ý����ڽṹ���Ρ����Dz��Ρ����Ρ������εȡ��ɽ�������֪����ѹ����.��ʱ���ı俪��������ı�Һ��Ϳɸı�������
������ʵ���൱��-һ���ɱ�����ڣ��������ƻ���ʹ��о����ڷ�����˶��ı䷧�ڵĹ��������
�ṹԭ��
��Ҫ����з�о���������ĸ���������ұ��ǽ��Ϳڣ�����dz��Ϳڡ���оһ�˿������Ǽ�ۣ���-�˼ӹ������ƣ���ת��о���������ƶ��ı䷧�ڹ��������Ϊƽ��Һѹ�����������Dz���ԳƲ��á�
���ٷ������ѹ����������������ɣ���������ͨ���������Զ���
�����ر仯��Ӱ�졣
��װ��
������70�������չ������һ����Ԫ�����ǹ���������Ӧ�á����Ըǰ塢�ȵ�����ɵ�-�ֶ�ܵĸ��Ϸ�����ÿ����װ�������������ֻ�������Ϳڣ��ʱ���Ϊ��ͨ��װ����
�ص�:
��оΪ�����ܷ����ܺã��Ҷ�������;
ͨ����������Ⱦ;
һ�����ã�����ɸ�ʽϵͳ���ṹ���ա�
�ر�Դ��������ǿ����ͽ��ʵij��ϣ��ŵ��Ϊͻ����
��װ����������ɷ�о�����ס����j���ܷ�Ȧ��ɡ�������;��ͬ��Ϊ���������ѹ��������������������
��װ����Ӧ��
����
����������Ŀ��ƿ�ͨ������ǰ��ϵ�ͨ�����Ϳ�A��Bֱ�ӹ�ͨ������ɵ���
��ͨ��
��һ����λ��ͨ��Ż������Ʒ����������ǻ��ͨ�ͷ�ʽ������ɶ�λ��ͨ����
��ͨ��
��������������������ɣ������γ�-һ��ѹ���Ϳڡ�-һ�������Ϳں�һһ�����Ϳڡ���ͨ��װ���Ĺ���״̬��ȡ�����ȵ����Ĺ���λ������
��ͨ����������ͨ���������ɡ�
���ӷ���ʽ��Ϊ������ÿ�����ӷ������������Ĺ��ܣ����һ���ͨ���뷧������������װ��*�Ϸ������������Ϳڿ���*�±ߵĵװ��ϣ������ķ�ͨ����˨�����ڻ��͵װ�֮�䡣
�ɵ��ӷ���ɵ�ϵͳ�ṹ���գ�����������������ڶ̡�
��ʿ�ֵ���M-SR10KE15-1X
��ʿ��REXROTH��װʽ����M-SR 6...30
R900435539 M-SR10KD50-1X/
R900381073 M-SR10KD02-1X/
R900301891 M-SR10KD05-1X/
R900440016 M-SR10KD05-1X/B12
R900301898 M-SR10KD15-1X/
R900301905 M-SR10KD30-1X/
R900365223 M-SR10KD50-1X/
R900356291 M-SR10KE00-1X/
R900484616 M-SR10KE00-1X/V
R901414189 M-SR10KE01-1X/
R900345745 M-SR10KE02-1X/
R900374787 M-SR10KE02-1X/V
R900344549 M-SR10KE05-1X/
R900348632 M-SR10KE05-1X/V
R901319215 M-SR10KE05-1X=
R901339055 M-SR10KE05-1X=V
R900346857 M-SR10KE15-1X/
R900422425 M-SR10KE15-1X/V
R900962882 M-SR10KE15-1X/V
R900346936 M-SR10KE30-1X/
R900382015 M-SR10KE30-1X/V
R900361982 M-SR10KE50-1X/
R900346343 M-SR10KE50-1X/V
R900359836 M-SR15KD00-1X/
R900365217 M-SR15KD02-1X/
R900365216 M-SR15KD02-1X/
R900301892 M-SR15KD05-1X/
R900362864 M-SR15KD05-1X/SO56
R900384870 M-SR15KD05-1X/SO72
R900301899 M-SR15KD15-1X/
R900301906 M-SR15KD30-1X/
R900365224 M-SR15KD50-1X/
R900573554 M-SR15KD50-1X/B08
R900360254 M-SR15KE00-1X/
R900405182 M-SR15KE00-1X/V
R901425705 M-SR15KE01-1X/
R900348943 M-SR15KE02-1X/
R900390429 M-SR15KE02-1X/V
R901351241 M-SR15KE02-1X=
R900345372 M-SR15KE05-1X/
R900518872 M-SR15KE05-1X/MK
R900350794 M-SR15KE05-1X/V
R901341380 M-SR15KE05-1X=
R900346858 M-SR15KE15-1X/
R900409567 M-SR15KE15-1X/SO8
R900387662 M-SR15KE15-1X/V
R900346082 M-SR15KE30-1X/
R900382309 M-SR15KE30-1X/V
R901348955 M-SR15KE30-1X=
R900348818 M-SR15KE50-1X/
R900361867 M-SR15KE50-1X/V
R900365529 M-SR20KD10-1X/
R900365218 M-SR20KD02-1X/
R900301893 M-SR20KD05-1X/
R900301900 M-SR20KD15-1X/
R900301907 M-SR20KD30-1X/
R900365225 M-SR20KD50-1X/
R900373516 M-SR20KE50-1X/SO1
R900350936 M-SR20KE00-1X/
R900382674 M-SR20KE00-1X/V
R901432713 M-SR20KE01-1X/
R900345744 M-SR20KE02-1X/
R900377614 M-SR20KE02-1X/V
R900340979 M-SR20KE05-1X/
R900392631 M-SR20KE05-1X/MT
R900468994 M-SR20KE05-1X/SO10
R900350795 M-SR20KE05-1X/V
R900346859 M-SR20KE15-1X/
R900348667 M-SR20KE15-1X/V
R900346638 M-SR20KE30-1X/
R900420865 M-SR20KE30-1X/V
R900348318 M-SR20KE50-1X/
R900430183 M-SR20KE50-1X/V
R900580084 M-SR20KE50-1X/VSO9
R900365219 M-SR25KD02-1X/
R900301894 M-SR25KD05-1X/
R900403942 M-SR25KD05-1X/B10
R900301901 M-SR25KD15-1X/
R900301908 M-SR25KD30-1X/
R900365226 M-SR25KD50-1X/
R900484361 M-SR25KD50-1X/B10
R900361983 M-SR25KE00-1X/
R900400003 M-SR25KE00-1X/V
R901432712 M-SR25KE01-1X/
R900357739 M-SR25KE02-1X/
R900593255 M-SR25KE02-1X/V
ע�ܻ��ǽ���������ע���ģ�ߣ���ȴ��Ϊ��Ʒ����;�dz��㷺���������ϲ�ͬ��ʹ�õĵط�Ҳ��ͬ��ע�ܻ������ϼӹ�ҵ��ʹ������ļӹ���е�������д����IJ�Ʒ����ע�ܻ�ֱ���������������������ע�������յĹؼ��豸��
�����������п���������Ʒ�ij��÷�������Ҫ��Ʒ��ͲĤ���п����������ܻ�����ͨ������ʹԤ������Ʒ�ܻ���Ȼ�����ģ�ߴ��Ƴ��ͣ����ַ�����Ҫ���ڸ��ٸ߲�����PETƿ��BOPPƿ�����������������գ�����Ҳ������ע�ܹ������ϳ�Ϊע����һ�������Ҳ������PET�������ij��÷��������ܹ��ջ����뼷���������ϣ����������豸����Ӧ��Χ���㷺���ܹ������IJ�ƷҲ��Ϊ�ḻ����Ʒ������㸴�ϱ�Ĥ�����ϩ���п��������㷺����ʳƷ�ͻ�ױƷ��ҵ
��ѹ��е��ָ�ڶ�ѹ�ӹ������ڳ��κͷ���Ļ�е�豸����ѹ��е���������õĶʹ�����еѹ������Һѹ��������ѹ������ƽ�ͻ����Լ��������������������л�������������ȸ�����е����ѹ��е��Ҫ���ڽ������Σ������ֳ�Ϊ�������λ�������ѹ��е��ͨ���Խ���ʩ��ѹ��ʹ֮���εģ�������������ص㣬�ʶ�Ϊ�����豸���豸�϶����а�ȫ����װ�ã��Ա����豸��������ȫ��
��ѹ��е��Ҫ�������ֶʹ�������ѹ����������������е��
�ʹ������ش����»�ǿ�ȸ����˶������Ķ��ܶ�����������ʹ֮���Ա��εĻ�е���ʹ��dz�������ʷ�ƾõĶ�ѹ��е�����ṹ��,�������,������ǿ��ʹ����㡢����ά�ޣ����������ɶͺ�ģ�͡����ϴ���ʵ���Զ���������
�ʹ��Ĺ���ԭ��
�ʹ�����ѹ����ͻȻ�ͷŵ����������ϣ��´�ͷ�����˶������նԻ����ǽ������Գ��εĶ��췽�������ٴ�������һ�ָ����ʳ��η�������Ҫ���ھ���ģ�ͺ��ȼ�ѹ��
˲���ͷŵĸ�ѹ����(ѹ��һ��Ϊ15000��������ʹ��ͷ������9��24��/��ĸ����˶���ͬʱҲ�����ƶ���ѹ���ĸǣ��������������������˶�����ͷ�ϵ���ģ������ϵ���ģ�ڿ��жԻ�������ʹ֮���Ա��Ρ����ܵ�����Զ���ڴ��壬�����ƶ��ٶ������г�С�����ڲ�����������װ�ڻ����ڵĻس̸˽���ͷ�ƻ�ԭ�������ܷ�������֧�ܵĻ�����ϡ������豸��ֻ��һ�ε������������Ƴ����������ĩp��ȼʽ�ĸ��ٴ������ٴ����죬�������Եı��ι������ͱ�����ЧӦ�����Ƶõ�������߽��������ԣ����ƽ�����ģ���е������������ܣ�����ģ�Ϳɳ��α��کp���ߵĸ�����״�ͼ������ٴ����������ҶƬ�p���ֵ�����ľ��ͺͼ�ѹ��
 ɨһɨ���ֻ����
ɨһɨ���ֻ����