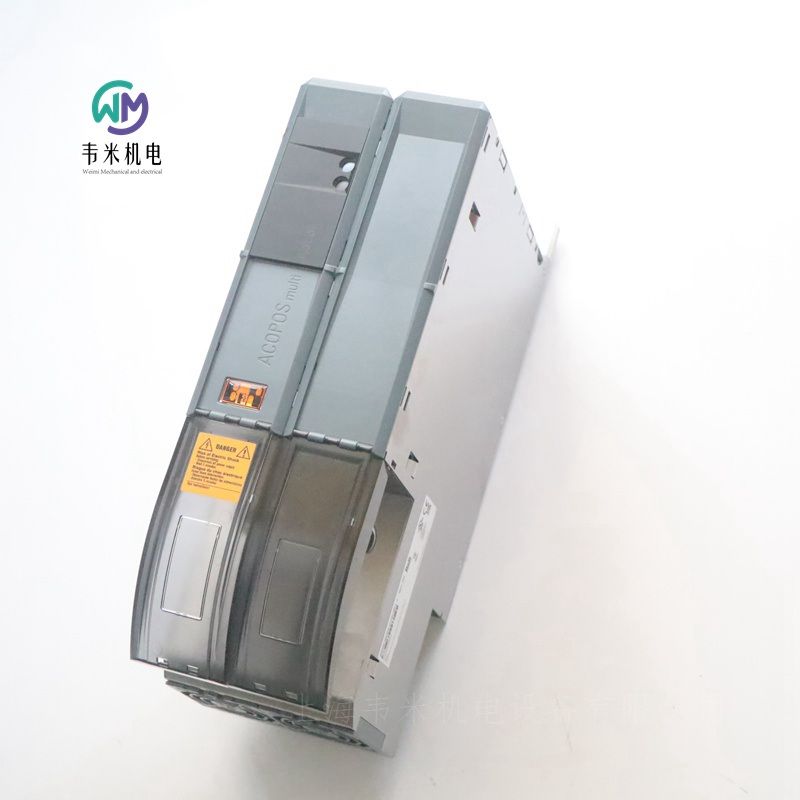
AIRTEC����������DR-18���¹�����̩��AIRTEC���������Ϻ�Τ�����豸����˾��Ӫ���۲�Ʒ��ԭ��ԭװ���ȳϻ�ӭ���Ͽͻ���ѯ����
�������Ʒ�
������ϵͳ�У�����Ҫ���������ִ��Ԫ�����˶��ٶȣ���Ҫ������ѹ��������������ʵ�֡������������������ķ�����Ϊ�������Ʒ��������ط���ͨ���ı䷧��ͨ���������ʵ���������Ƶ�Ԫ����������������������������������������ȡ�
1.������
�������ǽ���������ͨ������С�������������ͨ�����������������ѹ������������������һ��������˿�����Ե��������Ŀ��ڶȣ������ڣ������ɱ����俪�ڶȲ��䣬���෧��Ϊ�ɵ��ڿ��ڽ���������ͨ����̶��Ľ���������Ϊ�̶����ڽ�������
�ɵ������������ڵ����������˶��ٶȣ����п��ܣ�Ӧֱ�Ӱ�װ�������ϡ����ֽ�������˫��������á�ʹ�ý�����ʱ�������������̫С��������е�����ˮ������������������ͨ·������������ı仯��
1.������
���������õĿڽṹ��ƽ�巧���뷧����
2.�����������������������ɵ��ͽ�������϶��ɣ������ڿ��������˶��ٶȣ�Ҳ��Ϊ�ٶȿ��Ʒ���
��������1�ڽ��룬�������ڷ����ϣ�����ֻ�ܴӽ������������2�������������������ڵĴ�С�����ƣ������ݶ����Ե��ڽ����������������2�ڽ���ʱ���ƿ�������������1�ڣ����ܽ��������ơ�
2.�����������
���õ�����������������ٶȷ�ʽ�н��������������������ַ�ʽ��
�����������ƣ����ǿ��ƽ������������Ե��ڻ������˶��ٶȡ��������ֿ��Ʒ�ʽ����������ϵĸ��������仯�������������ٶȵ����Ա仯������ٶ��ȶ��Բ�����ڵ��������ס�С��������г������ٶȿ��ơ�
�����������ƣ����ǿ��������������Ĵ�С���������������ġ����ֿ��Ʒ�ʽ��Ϊ�����ṩ��ѹ�������ٶȣ����ٶ��ȶ��Ժã�������˫���������ٶȿ��ơ������������������ִ��Ԫ�����ٶȵ���ʱӦ������ֱ�Ӱ�װ�������ϡ�
һ������£�������������������ڷ�ΧΪ�ܵ�������20%��30%������Ҫ�����ڽϿ���Χ������ٶȿ��Ƶij��ϣ��ɲ��õ����ȿɵ����ٶȿ��Ʒ���
3.����������
�����������Ľ���ԭ���ͽ�����һ����Ҳ�ǿ�����ͨ����������ڷ��������ġ����ǵ������ǣ�������ͨ���ǰ�װ��ϵͳ�е���������������������������ֻ�ܰ�װ�������ڴ�����������������������Դ�������ִ�л������˶��ٶȡ������������Ĺ���ԭ��ͼ��������A�ڽ��뷧�ڣ��ɽ�����1������������2�ų�������������ܵ���ִ��Ԫ�����˶��ٶȣ����������������������á�
����������ͨ����װ�ڻ��������ڴ����뻻�����ã���������������á���ʵ����ֻ�����ǽ�������һ��������ʽ��������ṹ����װ���㣬�ܼ�·��
��ѹ����ϵͳ������Ԫ����װ�ù��ܲ�ͬ����ѹ����ϵͳ�ɷֳ�4����ɲ��š�
1����Դװ�á�
��Դװ���Dz���ѹ��������װ�ã�ͨ��ָ����ѹ��������Դ�����豸������ѹ������ԭ�����ѻ�е��ת���ɿ�����ѹ���ܡ���Դ�����豸����������ѹ���������¶ȣ���ȥѹ�������е�ˮ�֣��ͷּ���Ⱦ��ȡ�һ�������豸�϶�ij���Ὣ��Դװ�ü����ڿ�ѹվ�ڣ�����ѹվͳһ����ֳ���������豸���乩Ӧѹ��������
2��ִ��Ԫ��
ִ��Ԫ����ѹ��������ѹ������Ϊ��������ѹ��������ѹ����ת����������Ҫ�Ļ�е�ܡ�����ִ��Ԫ���п���ʵ��ֱ���˶����ף�ʵ��������ת�˶���������Ͳ�������ת�˶��İڶ�����ȡ�
3������Ԫ��
�������п���ʵ�ֶ�ִ��Ԫ���IJ��ݣ�����ͼ��ȣ����Կ���ѹ��������ѹ�������������������Ա�ʹִ�л������Ԥ�����˶���������������ͨ����������ѹ����������������Ԫ��������Ԫ�����г̷���ת�����ʹ������ȡ�
4������Ԫ��
����Ԫ�����Ծ���ѹ����������ִ��Ԫ���������������Լ�����Ԫ����һЩװ�á�ͨ��������ˮ�����������������������Լ����ֹ�·�����ȡ�
����ϵͳ���豸�����ǻ����ӹ������豸��ϵͳ��������ʽ�ӹ������ϵĴף�����ĵ�����������ɨ�ȣ���Щ����������Ҫ������ϵ�ʹ�õģ����Ծ͵����豸���ԣ�����ϵͳ�����Ҳ�Ƿdz���Ҫ����Ҫ�ġ�
���Ź�ҵ4.0��ʱ���ĵ������Զ��ߡ��Զ��ӹ���Ԫ����е��ץȡ���Զ��������ܻ��豸������ϵͳ������ʹ�ã�����ռ�����൱�ı��ء�
�ӹ�������Զ��ߣ�������ϵͳ������Լ�ѡ��ʹ�á�����ϵͳ����ʽ�ӹ������ϵ�ʹ�á�����ϵͳ���Զ��������ϵ�Ӧ�á�
һ������ϵͳ����ʽ�ӹ������е�Ӧ��
��ʽ�ӹ����ĵ�����ϵͳ��Ҫ���Ƶļ�������ģ�飺
1�����ƴף�ʵ�ֵ��ߵ��Զ��н����ɿ���
2�����Ƶ��⣬ʵ�ֵ���ĵ���������
3�����Ƽӹ������е�������ɨ���ܣ�ʵ�ֶԼӹ�����ķ���ȴ�������оߵ����á�
4�����Ƹ���ϳͷ��ʵ�ָ���ϳͷ���ߵ��Զ��н����ɿ���
5��������������Ĵ������ܡ�
��������ŷ���ѡ����Ҫ�͵�������ʦ����Ӧ�Ĺ�ͨ��������Ƶ�ѹ�����Ʒ�ʽ�ȣ�
AIRTEC����������DR-18
AIRTEC����������ʱ��
VZ-18-310
VZ-25-310
����̩��������
SZ-18-310
SZ-14-510
SZS-14-510
SU-25-310
AN-18
AN-25
OR-18
OR-25
AIRTEC�����������������
DR-10
DR-14
DR-18
DR-25
SE-12
SE-14
SE-18
AIRTECѹ������
PE-18-01-40
PE-18-01-50
PE-14-01-40
PE-25
AIRTEC˫�������ף��Ͳ�����
XL-032-0025-050
XL-032-0025-450
XL-032-0025-000
XL-032-0025-400
XL-032-0025-054
XL-032-0025-454
XL-032-0025-004
XL-032-0025-404
XL-032-0025-152
XL-032-0025-552
XL-032-0025-102
XL-032-0025-502
XL-032-0040-050
XL-032-0040-450
XL-032-0040-000
XL-032-0040-400
XL-032-0040-054
XL-032-0040-454
XL-032-0040-004
XL-032-0040-404
XL-032-0040-152
XL-032-0040-552
XL-032-0040-102
XL-032-0040-502
1������������
��������������ָ�����������У�����������������ѹ����������������Դ����Ԫ����װ��һ���Ϊ���������������Խ��������DZ�֮��Դ�������˺ͼ�ѹ���DZ����������Դѹ�����൱�ڵ�·�еĵ�Դ��ѹ���Ĺ��ܣ�
��������������������Դ���й��ˣ���Ҫ�Ƕ���Դ����࣬�ɹ���ѹ�������е�ˮ�ݣ�����ˮ�����������װ�ã�����Դ���о�����������������������Ĺ���Ч�������ģ����Բ�Ҫ�Դ˱���̫���������ͬʱ����ƹ�����ҲҪע����˳�����ˮ���ŷţ���Ҫ������ǵ���ƣ����������ռ�������ܶ���ˮ��
��ѹ��=��ѹ������ѹ���ɶ���Դ������ѹ��ʹ��Դ���ں㶨״̬���ɼ�С����Դ��ѹͻ��ʱ�Է��Ż�ִ������Ӳ�������ˡ�
���������������ɶԻ����˶��������������ԶԲ���������͵IJ�������������ӳ������ʹ����������ʵ�ʵ�ʹ�ù����У����鲻Ҫ�����������Ϊʲô��ô˵����Ϊ�������ںܶ���ҵ���Ǵ���һ�ֹ�ҵ�������Σ��Ժܶҵ��Ʒ����ȷʹ�÷������Dz�*�ģ���Ƿȱ�ģ����ڿ���������Ҫ������Ϊ���������ζ�ſ����б����ҳ�������Щ�ҳ�������ѹ����ѹ����λ����ڵĻҳ���������ߣ��������������Щ�ҳ�ѹ���Ŀ��������������Ǿͻᵼ�������ͻҳ��Ļ�ϣ����γ����࣬��Щ�������֮ѹ�����������ŷ������ס�ѹ����������Ԫ�����У��Ӷ�������ЩԪ�����Ķ����ͻ����������Ҹ���ҵĽ����ǣ���������������淶����ȷ�Ĵ�����Դ����������*���Dz��ã�û�б���Ҫ�ã�û�������������ٲ��������࣬��������Ԫ������ʹ������Ҳ�����һ�㡣��Ȼ��������Դ�����dz��ã��ǿ϶���ʹ���������ã�������*����������Ԫ��������������������Զ����Լ��ľ��������ȷ���Ƿ�ʹ�á�������Ѿ����������������ˣ���Ҳû�й�ϵ�����������治���;Ϳ����ˣ�������������ɡ�
2��������ŷ�
��ŷ�����ʵֻҪ��������ѡ��Ϳ����ˣ�����˵һ�£����Ǽ���һ�´�ҵ�ӡ������Ҫ����һ�£������Ŀ��Ƶ�̫���ˣ��Ͳ�Ҫʹ���������ּ���ʽ�ĵ�ŷ����ˣ������ɹ�������ŷ��Ϳ����ˣ��������Ƶ���Ŀ�кܶ࣬��*����ʹ�����ֵ�ŷ��飬��װ�̶�����Լ���Ҳ��Լ�˿ռ䣬���۴�ʹ�õķ����Ի�����۵���������˵���ǽϺõġ�
3������ѹ����鿪��
����������Ƿdz���Ҫ������Ϊ���������������豸���ܿɿ���������ʹ�ã���Ϊ����ʵ�����У���Դ��ѹ���϶������������ģ�������Ϊ����Ԫ�������ϻ���������ѹй¶���������ʱ���������Ԫ���������ڹ���״̬�����Ƿdz�Σ�յģ����������������þ���ʵʱ�����ѹ��һ����ѹ��������趨ֵ��������ͣ�����������Ի���ư�ȫ��
4��������ͷ
����������ͷ�����϶��ǿ��ʽ�ģ������ܺͿ���ͷ���ӵ�ʱ��Ҫע���������⣬*�����ܵĶ�ͷһ��Ҫ��ƽ����Ҫ����б�ǣ��ڶ���һ��Ҫ�����ܲ嵽λ����Ҫ���ͱһ�¾������ˡ���Ϊ�κεĴ��ⶼ�п��ܵ��½�ͷ��λ��©�����Ӷ�������ѹ���ȵ�������
��������ϵͳ�������Զ����е�Ӧ��
���Ź�ҵ4.0�IJ�������ƽ�������ҵҲ�ڷ�����*�ı���ͳ�ļӹ�ģʽ�Ѿ��������ɱ��IJ��������ͼ����ֶεIJ��Ͻ����������ڻ����Զ������ӹ�ģʽ��ȡ������Ȼ����ȫ���ȡ�����������ȡ����֮�������Ѿ��γɣ�������Ų�Ҳ�ڲ��ϵļӿ졣
һ���Զ������ߣ���Ҫ�����¼�������ģ����ɣ�
1�� ���ػ��������ػ�����Ϊ�ӹ�������ʵ�ּӹ����̵��Զ�����
2���Զ������ϣ�ͨ����е�ֵ�ʹ�ã�ʵ�ּӹ�������Զ����Ϻ����Ϲ����湤�˵��˹������϶�����
3���Զ��оߣ�ͨ��Һѹϵͳ������ϵͳ�����ʹ�ã�ʵ������оߵ��Զ���λ���Զ��н����ɿ��ȶ��������湤�˵��˹�װ�й�����
4���Զ���ȴ���ˢ��ͨ���Զ���ȴϵͳ����ƣ�ʵ���ڼӹ������жԹ������Զ���ȴ�ͶԼӹ���м���Զ���ˢ��
5���Զ���ɨ��ͨ���Զ���ɨϵͳ����ƣ�ʵ�ֶԼоߵĺ���̨���Զ���ɨ������������һ������Ķ�λ���н��ͼӹ���
6�����ߵ�ʹ�������趨�����ѣ�ͨ���Ե��ߵļ���Ե��ӹ������ļ�¼��ʵ�ֵ����������ѹ��ܣ��ò�����Ա��ʱ�ĸ������ߣ�ʵ������������ӹ���
7���Զ�����м��ͨ���Զ���м����ʹ�ã�ʵ�ּӹ���м���Զ���м���ռ����ܣ�*�Ľ����˹��˵��Ͷ�ǿ�ȣ������˹���������
�������Ĺ���ģ���У��Զ������ϵĻ�е�ֲ��֡��Զ��о߲��ֺ��Զ���ɨ���ֶ�ǣ�浽������Ԫ������ʹ�ã�����ʹ�õ�Ԫ����������������������൱�Ĺ�ģ������˵���Զ������������뿪����ϵͳ�����еġ�
����������ϵͳ�У�����ʹ�õ�������Ԫ�����У��������������������أ���ŷ������ס�������̡����ء����ܡ�������ͷ�ȡ�
 ɨһɨ���ֻ����
ɨһɨ���ֻ����