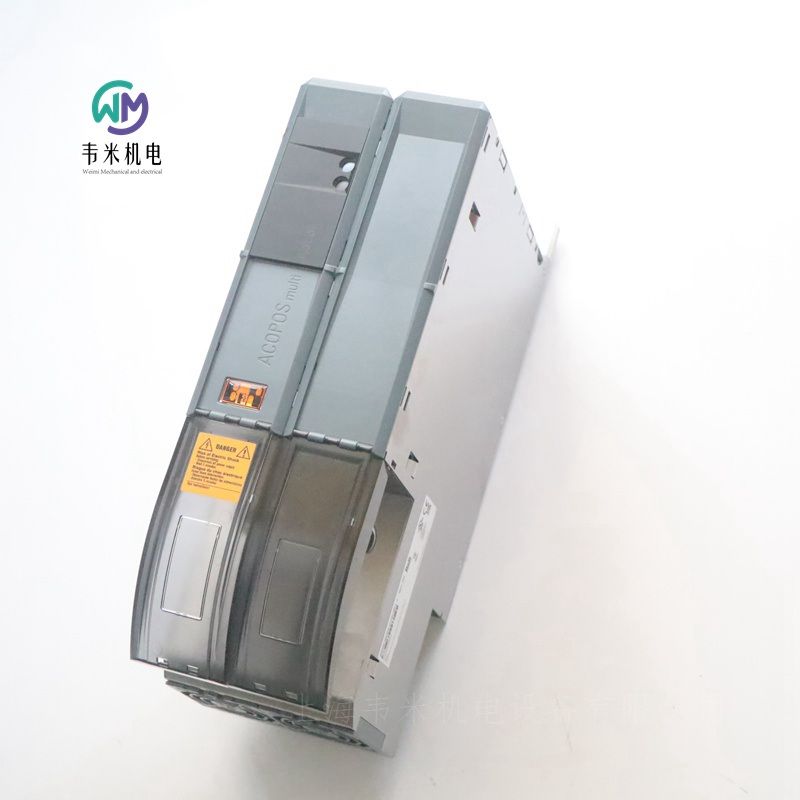
AVENTICS��е��R424B08235���������Һѹ���������Զ������ƹ�ҵ�������“�Ϻ�Τ�����豸����˾”����ƷͼƬʵ�����㣬��֤ԭװ��Ʒ��Ʒ�ʱ��ϣ��ۺ����ǣ��������ۣ��۸��Żݣ����ò�Ʒ�ֻ���Ӧ����ӭ���Ͽͻ���ѯ�ɹ���
��е����ָ��о�Ķ����ɻ�е���п��ƣ����磺�ֶ������������ȡ�����������ָ��о����������ѹ�����ƣ����磺�������������ȡ��еķ���������������ϣ����磺����������λ����λ���������ƣ���λ�ɵ��ɿ��ơ�
���ߵ���Ҫ�����Ƿ��Ĺ���һ��������о�������Ʒ�����ͬ����������ѹ��С�������ɿ�����Ӧ�죬��Ҫ��������Դ���������Ƶķ�Ӧû�������죬���ṹ������������һ�����ɾͿ���ʵ�ֿ��ơ�
���ƺ͵���ѹ������ѹ����Ԫ����Ϊѹ�����Ʒ���
���ƺ͵���ѹ������������Ԫ����Ϊ�������Ʒ���
�ı�Ϳ����������������Ԫ����Ϊ������Ʒ���
������Ԫ����ͨ���ı����������ͨ��ʵ�ָ��������ܵ�Ԫ���ӿ��Ʒ�ʽ���֣��������ƿɷ�Ϊ�������ƺ������������ࡣ
1. �ڶ�������ϵͳ�У�ͨ��Ҫ��ѹ�����Ʒ����������Ʒ��ͷ�����Ʒ���ʵ�ֳ�������
2. ����������ϵͳ�У�����Ҫ��ѹ�����������Ʒ��⣬��Ҫ�����ŷ����������Ʒ��ȣ��Ա��ϵͳ�����������ơ�
������Ʒ��������ı��������������ͨ�ϵĿ��Ʒ���
1.������Ʒ�������ʽ���ʽ����ʽ�ֶ�ʽ��еʽ
������Ʒ�
����������˫ѹ������������������ֹ��
����������ʽ�֣���ŷ������ط����ֶ�������е����
����ͨ��λ�����֣���λ��ͨ������λ��ͨ������λ��ͨ������λ��ͨ������λ��ͨ������λ��ͨ��
1. ��������������ͨ�����
��������������ͨ����ɽ��������Ʒ���Ϊ�����ͺͻ�����
ֻ����������һ�����������Ŀ��Ʒ���Ϊ�����Ϳ��Ʒ����絥����˫ѹ���Ϳ����������ȡ�
���Ըı�������������Ŀ��Ʒ���Ϊ�����Ϳ��Ʒ������Ż������ػ��ȡ�
Ϊ��ʹ��������Է���ʩ��һ����С��������
ʹ��Ѹ���ƶ��ı䷧�ĵ�λ�á����ֻ���������ķ�ʽ�������IJ�����ʽ������Ʒ�ʽ��
ͨ���ɷ�Ϊ��ѹ����š��ֶ��ͻ�е���ֲ�����ʽ��
2. �����Ʒ�ʽ��
�ֶ����ƣ���һ���ֶ����ơ���ťʽ���ֱ�ʽ����λ����̤ʽ��
��е���ƣ������ᡢ����ʽ���ܸ�ʽ��������ʽ�����ɸ�λʽ��
�������ƣ�ֱ��ʽ���ȵ�ʽ��
��ſ��ƣ�����ء�˫��ء��ȵ�ʽ˫��أ����ֶ���
��1����ſ��ƣ����õ����Ȧͨ��ʱ������о�Զ���о�����������ʹ���л��Ըı���������ķ�����Ϊ��ſ��ƻ�����Ƶ�ŷ������ַ�����ʵ�ֵ������Ͽ��ƣ���ʵ��Զ����������ʵõ�Ӧ�á�
1����Ų���
�õ�����������������ʹ����Ѹ���ƶ��Ļ�����Ʒ�ʽ��Ϊ��Ų�����
����������������������ĵķ�ʽ��Ϊֱ��ʽ���ȵ�ʽ���֡�
1)ֱ��ʽ��ſ������õ���������ĵ����ֱ���ƶ�������ʵ�ֻ����һ�ֵ�ſ��Ʒ���
���ݷ�о��λ�Ŀ��Ʒ�ʽ�ɷ�Ϊ����غ�˫��ء�
2)�ȵ�ʽ��ſ�����ָ���ȵ�ʽ��ŷ�(һ��Ϊֱ��ʽ��ſ��ƻ���)�������ѹ��������������оʵ ������� �ֵ�ſ��Ʒ�ʽ����ʵ������һ���ɵ�ſ��ƺ���ѹ����(��ѹ��жѹ����ѹ��)�ĸ��Ͽ��ƣ�ͨ����Ϊ�ȵ�ʽ������ء�
2����ѹ����
����ѹ�������������ʹ����Ѹ���ƶ�����IJ�����ʽ������ѹ������
����ʩ��ѹ���ķ�ʽ�ɷ�Ϊ��ѹ���ơ�жѹ���ơ���ѹ���ƺ�ʱ����ơ�
�����Ʒ�ʽ��
��ѹ���ƣ���������ѹ����ʹ����о�л���ʹ�����ı䷽��ķ�����Ϊ��ѹ���ƻ���������ط������ַ�����ȼ���ױ�����ʪ���۳���Ĺ��������У�������ȫ�ɿ��������Ʒ�ʽ��ͬ�ɷ�Ϊ��ѹ���ơ�жѹ���ơ���ѹ���ƺ���ʱ���Ƶȡ�
��ѹ������ָ����Ŀ�����ѹ���������ģ���ѹ��������ijֵʱ�������л������ֿ��Ʒ�ʽ������ϵͳ�г��õĿ��Ʒ�ʽ���е����غ�˫����֮�֡�
жѹ������ָ����Ŀ�����ѹ�����͵ģ���ѹ������ijһֵʱ���㱻�л���
��ѹ���������÷�о��������ѹ���õ���Ч������ȣ�����ѹ�������²�����������֮��ֵʹ���л���
��ʱ������������������С���϶�������������ڳ��������������ѹ������һ��ֵ��ʹ���л����Ӷ��ﵽ�ź���ʱ�����Ŀ�ġ�
1)��ѹ������ָʩ���ڷ��Ŀ��ƶ˵�ѹ��������һ��ֵʱ��ʹ����Ѹ���ƶ�����Ŀ��ƣ��������ż�ѹ�����ƶ���
2)жѹ������ָʩ���ڷ��Ŀ��ƶ˵�ѹ������һ��ֵʱ������Ѹ�ٻ���Ŀ��ƣ���������λ���Ŀ��ơ�
3)��ѹ������ָ���IJ�����ѹ��λ�ɸ�λ������£����÷�����������ѹ���õ��������(��������ѹ����)��������������֮��ֵ��ʹ����Ѹ���ƶ�����Ŀ��ơ�
���ֿ��Ʒ�ʽֻ��һ�������źţ��ʵõ��㷺��Ӧ�ã���Ӧ���ڸ��ֽṹ����������ѹ��λʡȥ�˵��ɣ�����˿ɿ��ԡ���ѹ���Ƶ��ص��������Ƶ����������м��书�ܣ��ҿ����źź�λ�źž���Ϊ���źš�
4)ʱ�������ָ����������������(������)�����ݹ��ɵ����ݻ��ڳ���������һ��ʱ���������ѹ������һ��ֵʱ�������ڲ�ѹ��������Ѹ���ƶ�����Ŀ��ơ�
ʱ����Ƶ��ź�����������źź���ʱ�ź����֡�
�ֶ�����
���ֶ������������ʹ��Ѹ���ƶ�����Ŀ��Ʒ�ʽ�����ֶ��������ֶ����ƿɷ�Ϊ�ֶ����ƺͽ�̤���Ƶȡ����ֶ������������ķ�ʽ�ɷ�Ϊֱ��ʽ���ȵ�ʽ��
�����ֶ�ʹ���л��Ļ�����Ϊ�ֶ����ƻ�������ֿط������ɷ�Ϊ�ֶ����ͽ�̤�������ࡣ
�ֿط����������Ʒ�ʽ��ȣ����пɰ��˵���־���в�����ʹ��Ƶ�ʽϵ͡���������������������ͨ����С�����������ص㡣�ֿط����ֶ�����ϵͳ�У�һ������ֱ�Ӳ�������ִ�л������ڰ��Զ���ȫ�Զ�ϵͳ�У�����Ϊ�źŷ�ʹ�á�
�����
��е�����û�е�������������ʹ��оѸ���ƶ�����Ŀ��Ʒ�ʽ������е����������е����������������ʽ�ɷ�Ϊֱ��ʽ���ȵ�ʽ���֡�
���֡�ײ���������е����ʹ���л��ķ���Ϊ��е���ƻ�����ƻ��ط������ַ��������źŷ�ʹ�á����ַ�������ʪ�ȴ۳��ࡢ�ͷֶ࣬����ʹ�õ����г̿��صij��ϣ����������ڸ��ӵĿ���װ���С�
3���������л�ͨ����Ŀ��
����ͨ����Ŀ��������ڡ�����ں������ڡ����л�ͨ�ڵ���Ŀ�֣��ж�ͨ������ͨ������ͨ������ͨ���ȡ�
��ͨ���������ڣ���һ�������(��P��ʾ)��һ�������(��A��ʾ)��
��ͨ���������ڣ���P�ڡ�A���⣬����һ��������(��R��ϱ�ʾ)����ͨ���ȿ��������������(��P1��P1��ʾ)��һ������ڣ���Ϊѡ��(ѡ��������ͬ��С��ѹ��ֵ)��Ҳ������һ������ں���������ڣ���Ϊ���䷧��
��ͨ������ͨ���г�ͨ�ͺͳ�����֮�֡���ͨ����ָ���Ŀ��ƿ�δ�ӿ����ź�(����λ)ʱ��P�ں�A����ͨ����֮�������ͷ�����λʱ��P�ں�A���ǶϿ��ġ�
��ͨ�����ĸ��ڣ���P��A��R�⣬����һ������ڣ���B��ʾ��,ͨ·ΪP→A��B→R��P→B��A→R��
��ͨ��������ڣ���P��A��B��,������������(��R��S���1����2��ʾ)��ͨ·ΪP→A��B→S����P→B��A→R����ͨ��Ҳ���Ա��ѡ��ʽ��ͨ��������������ڣ�P1��P2������������ڣ�A��B����—��������R����������ڹ���ѹ����ͬ��ѹ��������
4������о������λ������
��о���л�����λ�ü��“λ”,��о�м����л�λ�þͳ�Ϊ��λ����
������ͨ�ڵĶ�λ����Ϊ��λ��ͨ��������ʾΪ2/2����ǰһλ����ʾͨ��������һλ����ʾ����λ��������������ʵ����·��ͨ��ϡ�������ͨ�ڵĶ�λ������Ϊ��λ��ͨ��������ʾΪ3/2�������ڲ�ͬ�Ĺ���λ�ã���ʵ��P��A��ͨ����A��R��ͨ�����õĻ��ж�λ��ͨ��������ʾΪ5/2�����������������ƶ�˫�������Ļ�·�С�
��о������������λ�õķ���Ϊ��λ��������о�����м�λ��ʱ����ͨ�ڳʹض�״̬�����Ϊ�м���ʽ���������ȫ���������ڽ�ͨ����м�жѹʽ��������ڶ�������ڽ�ͨ���м��ѹʽ�������м�жѹʽ������������ڶ�װ�ϵ������Ϊ��λʽֹ�ط���
�����ڲ�ͬ����λ��ʱ����ͨ��֮���ͨ��״̬�Dz�ͬ�ġ������ڸ��л�λ��ʱ����ͨ��֮���ͨ��״̬�ֱ��ʾ��һ�������εķ����ϣ������˻���ͼ�η��š�
����о������λ�����ַ��е�ͨ�������ֱ�ʾ������ISO5599-3����ͨ�ڼ��������֣�Ҳ������ĸ��ʾ��
5������о�ṹ��:
��о�ṹ��Ӱ�췧���ܵ���Ҫ����֮һ ���õķ�о�ṹ�л���ʽ���ᶯʽ���ֳƽ�ֹʽ���ͻ���ʽ�ȡ�
6�������ӷ�ʽ��:�������ӷ�ʽ�й�ʽ���ӡ���ʽ���ӡ���װʽ���Ӻͷ������ӵȼ��֡�
��ʽ���������֣�һ���Ƿ����ϵ����ƿ�ֱ��������ƵĽӹ���������һ���Ƿ�����װ�п��ٽ�ͷ��ֱ�ӽ��ܲ����ͷ�ڡ��Բ����ӵ���·ϵͳ����ʽ���Ӽ���ά��ʱҪ�Ȳ�����ܡ�
��ʽ������Ҫ��Ĺ������Ӱ壬��·�����Ӱ����������̶������Ӱ��ϣ�װ��ʱ���ز�ж��·���Ը�������ϵͳά���㡣
��װʽ�����ǽ������ʽ���ӵķ���װ�ڼ�װ�飨�ֳƻ����壩�ϣ�����������ڻ������ڿ��Թ��ã�������������Ҳ�ɵ������������ַ�ʽ���Խ�ʡ�ռ䣬������ܣ�����ά�ޡ�
�¹����ֳ�AVENTICS��е�������ź��ͺţ�
R424B08282 DIST.INOX "3/2 WV 1/8"",RECTI
0820402026 DIST.INOX C079T040 "3/2 WV 1/8"",STAHL
0820403010 DIST.INOX C098&T017 "5/2 WV 1/8"" STAHL,
0820403030 DIST.INOX C098/T001 5/2 NG4 (G1/8)
0820403017 DIST.INOX C098/T001"5/2 WV 1/8"" STAHL,
0820403008 DIST.INOX C098/T017 "5/2 WV 1/8"" STAHL,
0820403009 DIST.INOX C098/T017 "5/2 WV 1/8"" STAHL,
0820204006 DIST.INOX C098/T021 "5/2 UMSCHALTVENTIL
0820403011 DIST.INOX C098T017 "5/2 WV 1/8"" STAHL,
0820403015 DIST.INOX C098T023 "5/2 WV 1/8"" STAHL,
R424B05883 DIST.INOX C099/T002 "3/2 WV 1/8"",RECTI
0820402008 DIST.INOX C099/T018 "3/2 WV 1/8"", STAHL
0820402011 DIST.INOX C099/T018 "3/2 WV 1/8"", STAHL
0820402040 DIST.INOX C099T018 "3/2 WV 1/8"", STAHL
0820402015 DIST.INOX C127T025 3/2 WV 1/8"", STAHL
7472B00866 DIST.INOX C155/T003 "3/2 WV 1/8"" 24V
0820030158 DIST.INOX C161/T004 "5/2 WV 1/8"" 24V/00
R424B08235 DIST.INOX G1/8 5/2 POUSSOIR SPE
���ֳ�AVENTICS���źͷ���ϵͳ����������е���������������ӷ�����ŷ�����λ��ͨ������λ��ͨ������λ��ͨ������λ��ͨ������λ��ͨ�����������ֳ����ߡ��������Ӽ�����Բ�β�ͷ�������������༫��ͷ�������½��ߺС���ʽ���������������ͷ�ϵͳ��ѹ�����ڷ����ֶ�ʽѹ�����ڷ�������ѹ�����ڷ������ܵ�ѹ�������ܹ�����ѹ�����ڷ�������������ȫ�����������Ʒ�����������������������ͽ�ֹ��������������ֹ�ط������������
����ϵͳ���豸�����ǻ����ӹ������豸��ϵͳ��������ʽ�ӹ������ϵĴף�����ĵ�����������ɨ�ȣ���Щ����������Ҫ������ϵ�ʹ�õģ����Ծ͵����豸���ԣ�����ϵͳ�����Ҳ�Ƿdz���Ҫ����Ҫ�ġ�
���Ź�ҵ4.0��ʱ���ĵ������Զ��ߡ��Զ��ӹ���Ԫ����е��ץȡ���Զ��������ܻ��豸������ϵͳ������ʹ�ã�����ռ�����൱�ı��ء�
�ӹ�������Զ��ߣ�������ϵͳ������Լ�ѡ��ʹ�á�����ϵͳ����ʽ�ӹ������ϵ�ʹ�á�����ϵͳ���Զ��������ϵ�Ӧ�á�
һ������ϵͳ����ʽ�ӹ������е�Ӧ��
��ʽ�ӹ����ĵ�����ϵͳ��Ҫ���Ƶļ�������ģ�飺
1�����ƴף�ʵ�ֵ��ߵ��Զ��н����ɿ���
2�����Ƶ��⣬ʵ�ֵ���ĵ���������
3�����Ƽӹ������е�������ɨ���ܣ�ʵ�ֶԼӹ�����ķ���ȴ�������оߵ����á�
4�����Ƹ���ϳͷ��ʵ�ָ���ϳͷ���ߵ��Զ��н����ɿ���
5��������������Ĵ������ܡ�
��������ŷ���ѡ����Ҫ�͵�������ʦ����Ӧ�Ĺ�ͨ��������Ƶ�ѹ�����Ʒ�ʽ�ȣ�
����ϵͳ�������Զ����е�Ӧ��
���Ź�ҵ4.0�IJ�������ƽ�������ҵҲ�ڷ����ű���ͳ�ļӹ�ģʽ�Ѿ��������ɱ��IJ��������ͼ����ֶεIJ��Ͻ����������ڻ����Զ������ӹ�ģʽ��ȡ������Ȼ����ȫ���ȡ�����������ȡ����֮�������Ѿ��γɣ�������Ų�Ҳ�ڲ��ϵļӿ졣
һ���Զ������ߣ���Ҫ�����¼�������ģ����ɣ�
1�� ���ػ��������ػ�����Ϊ�ӹ�������ʵ�ּӹ����̵��Զ�����
2���Զ������ϣ�ͨ����е�ֵ�ʹ�ã�ʵ�ּӹ�������Զ����Ϻ����Ϲ����湤�˵��˹������϶�����
3���Զ��оߣ�ͨ��Һѹϵͳ������ϵͳ�����ʹ�ã�ʵ������оߵ��Զ���λ���Զ��н����ɿ��ȶ��������湤�˵��˹�װ�й�����
4���Զ���ȴ���ˢ��ͨ���Զ���ȴϵͳ����ƣ�ʵ���ڼӹ������жԹ������Զ���ȴ�ͶԼӹ���м���Զ���ˢ��
5���Զ���ɨ��ͨ���Զ���ɨϵͳ����ƣ�ʵ�ֶԼоߵĺ���̨���Զ���ɨ������������һ������Ķ�λ���н��ͼӹ���
6�����ߵ�ʹ�������趨�����ѣ�ͨ���Ե��ߵļ���Ե��ӹ������ļ�¼��ʵ�ֵ����������ѹ��ܣ��ò�����Ա��ʱ�ĸ������ߣ�ʵ������������ӹ���
7���Զ�����м��ͨ���Զ���м����ʹ�ã�ʵ�ּӹ���м���Զ���м���ռ����ܣ������˹��˵��Ͷ�ǿ�ȣ������˹���������
�������Ĺ���ģ���У��Զ������ϵĻ�е�ֲ��֡��Զ��о߲��ֺ��Զ���ɨ���ֶ�ǣ�浽������Ԫ������ʹ�ã�����ʹ�õ�Ԫ����������������������൱�Ĺ�ģ������˵���Զ������������뿪����ϵͳ�����еġ�
����������ϵͳ�У�����ʹ�õ�������Ԫ�����У��������������������أ���ŷ������ס�������̡����ء����ܡ�������ͷ�ȡ�
 ɨһɨ���ֻ����
ɨһɨ���ֻ����








 ��е����ָ��о�Ķ����ɻ�е���п��ƣ����磺�ֶ������������ȡ�����������ָ��о����������ѹ�����ƣ����磺�������������ȡ��еķ���������������ϣ����磺����������λ����λ���������ƣ���λ�ɵ��ɿ��ơ�
��е����ָ��о�Ķ����ɻ�е���п��ƣ����磺�ֶ������������ȡ�����������ָ��о����������ѹ�����ƣ����磺�������������ȡ��еķ���������������ϣ����磺����������λ����λ���������ƣ���λ�ɵ��ɿ��ơ�