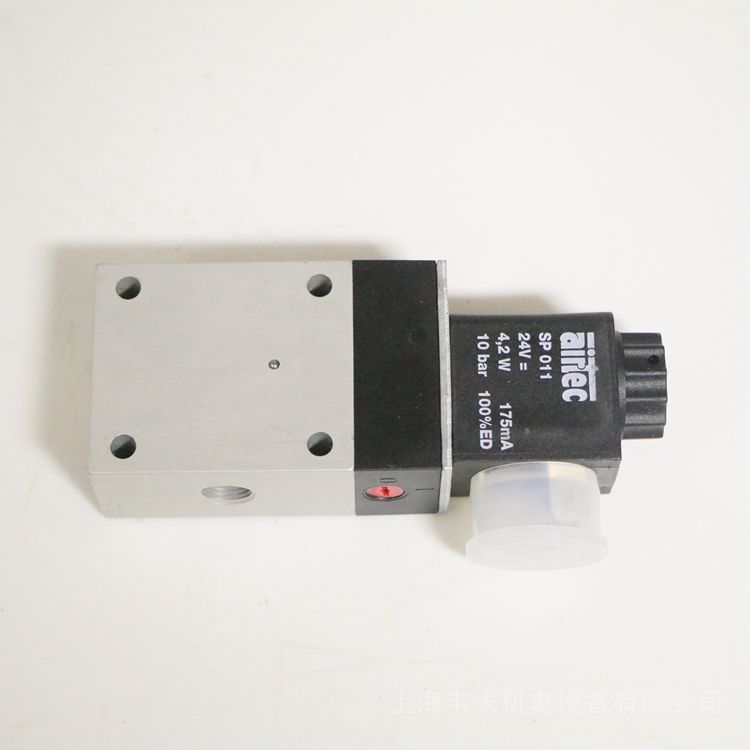
AIRTEC������ŷ�M-05-311-HN���¹�����̩��AIRTEC��λ��ͨ��ŷ����Ϻ�Τ�����豸����˾��Ӫ���۲�Ʒ��ԭ��ԭװ���������ϣ��ȳϻ�ӭ���Ͽͻ���ѯ����
��λ��ͨ��ŷ�Ϊ˫��Ȧ���ƣ�һ����Ȧ˲��ͨ���رյ�Դ��������һ����Ȧ˲��ͨ���رյ�Դ�����رա����Գ�ʱ�䱣�ֹرջ��״̬����ʹ��Ȧ�����������ڸ��¹ܵ���ʹ�üѡ�
һ������������ŷ���Ȧͨ��ʱ�������ʶ�·���ڶ�·�رգ�����ŷ���Ȧ�ϵ�ʱ�������ʶ�·�رգ��ڶ�·��
����һ��������ŷ���Ȧͨ��ʱ�������ʶ�·���ڶ�·�رգ�����ŷ���Ȧ�ϵ�ʱ�������ʶ�·�رգ��ڶ�·��(���ڷ������ڶ�ǰ����ӵ���)
һ��һ��������ʽ---����ŷ���Ȧͨ��ʱ���ӿ�2ͨ��ӿ�1���ӿ�3�رգ�����ŷ���Ȧ�ϵ�ʱ���ӿ�2�رգ��ӿ�1ͨ��ӿ�3������ʽ����ŷ���Ȧ�ϵ�ʱ���ӿ�3ͨ��ӿ�1���ӿ�2�رգ�����ŷ���Ȧͨ��ʱ���ӿ�3�رգ��ӿ�1ͨ��ӿ�2��
������ŷ������ܱյ�ǻ���ڵIJ�ͬλ�ÿ���ͨ�ף�������ŷ���ÿ����ͨ��ͬ���ܣ�ǻ�м��Ƿ�����������������������Ĵ�����Ȧͨ�緧��ͻᱻ�������ıߣ�������ŷ�ͨ�����Ʒ�����ƶ�����ס��©����ͬ�����͵Ŀף������Ϳ��dz����ģ�Һѹ�;ͻ���벻ͬ�����ܣ�Ȼ��ͨ��������ŷ����͵�ѹ�����ƶ��յĻ���������ͨ������������ŷ��ĵ�����ĵ����Ϳ�����������ŷ��Ļ�е�˶�
��������·�У���ſ��ƻ��������ǿ�������ͨ����ͨ���ϻ�ı�ѹ������������������Ҫ����ԭ�������õ����Ȧ�����ĵ���������ã��ƶ���о�л���ʵ�������Ļ�����ſ��Ʋ��ֶԻ����ƶ���ʽ�IJ�ͬ�����Է�Ϊֱ��ʽ��ŷ����ȵ�ʽ��ŷ���ֱ��ʽ��ŷ�ֱ�����õ�����ƶ���о�����ȵ�ʽ���������õ���ȵ���������ȵ���ѹ�ƶ���о����
������ŷ�����λ�ã�Ҳ���ǵ�ŷ��Ŀ���أ���������������ŷ���о��λ�á�����ת���������Ѷ��ת��Ϊ����Ѷ�ţ����ɵ���Ѷ��������������������ŷ���������ִ�п���������ͷš��ı仹��ֹͣ����ŷ��У���ſ��ƻ�������Ҫ�IJ�����
������ŷ���Ҫ�Ĺ���ԭ�������õ����Ȧ�в����ĵ�����ƶ���о�л����ﵽ��������Ŀ�ġ�Ҳ������������·�е�ŷ����ƻ�����������������ͨ��ͨ�����ضϻ�ı�ѹ�����������������յ�ŷ����Ʋ��ֶԻ����ƻ���ʽ����ֱ��ʽ��ŷ����ȵ�ʽ��ŷ���ֱ��ʽ��ŷ�����ֱ�����õ�����ƶ���о�Ļ����ȵ�ʽ��ŷ��������õ���ȵ�������ȵ���ѹ��ʵ���ƶ���о����
AIRTEC������ŷ�M-05-311-HN
AIRTEC��λ��ͨ��ŷ�
M-05-310-HN-412
M-05-310-HN-442
M-05-310-HN-O12
M-05-310-HN-O42
M-05-311-HN-412
M-05-311-HN-442
M-05-311-HN-O12
M-05-311-HN-O42
M-05-320-HN-412
M-05-320-HN-442
M-05-320-HN-O12
M-05-320-HN-O42
ME-05-311-HN-412
ME-05-311-HN-442
ME-05-311-HN-O12
ME-05-311-HN-O42
ME-05-312-HN-412
ME-05-312-HN-442
ME-05-312-HN-O12
ME-05-312-HN-O42
ME-05-320-HN-412
ME-05-320-HN-442
ME-05-320-HN-O12
ME-05-320-HN-O42
MO-05-310-HN-412
MO-05-310-HN-442
MO-05-310-HN-O12
MO-05-310-HN-O42
MO-05-311-HN-412
MO-05-311-HN-442
MO-05-311-HN-O12
MO-05-311-HN-O42
AIRTEC��λ��ͨ��ŷ�
M-05-510-HN-412
M-05-510-HN-442
M-05-510-HN-O12
M-05-510-HN-O42
M-05-511-HN-412
M-05-511-HN-442
M-05-511-HN-O12
M-05-511-HN-O42
M-05-520-HN-412
M-05-520-HN-442
M-05-520-HN-O12
M-05-520-HN-O42
AIRTEC��λ��ͨ��ŷ�
M-05-530-HN-412
M-05-530-HN-442
M-05-530-HN-O12
M-05-530-HN-O42
M-05-533-HN-412
M-05-533-HN-442
M-05-533-HN-O12
M-05-533-HN-O42
M-05-534-HN-412
M-05-534-HN-442
M-05-534-HN-O12
M-05-534-HN-O42
����̩�˶�λ��ͨ��ŷ�
ME-05-511-HN-412
ME-05-511-HN-412-Q
ME-05-511-HN-442
ME-05-511-HN-442-Q
ME-05-511-HN-O12
ME-05-511-HN-O12-Q
ME-05-511-HN-O42
ME-05-511-HN-O42-Q
ME-05-520-HN-412
ME-05-520-HN-412-Q
ME-05-520-HN-442
E-05-520-HN-442-Q
ME-05-520-HN-O12
ME-05-520-HN-O12-Q
ME-05-520-HN-O42
ME-05-520-HN-O42-Q
AIRTEC����̩�˵�ŷ�ά�ް�
R-181-V
R-181-W
R-181/10
R-181/12
R-181/2
R-181/3
R-181/4
R-181/5
R-181/6
R-181/8
R-183-V
R-283-2
R-183/2
R-183/3
R-183/4
R-183/5
R-183/6
R-183/8
R-181/10
R-183/10
R-181/12
AIRTEC��λ��ͨ��ŷ�
KM-09-510-HN-412
KM-09-510-HN-442
KM-09-510-HN-O12
KM-09-510-HN-O42
KM-09-511-HN-412
KM-09-511-HN-442
KM-09-511-HN-O12
KM-09-511-HN-O42
KM-09-520-HN-412
KM-09-520-HN-442
KM-09-520-HN-O12
KM-09-520-HN-O42
����ϵͳ�������Զ����е�Ӧ��
���Ź�ҵ4.0�IJ�������ƽ�������ҵҲ�ڷ�����*�ı���ͳ�ļӹ�ģʽ�Ѿ��������ɱ��IJ��������ͼ����ֶεIJ��Ͻ����������ڻ����Զ������ӹ�ģʽ��ȡ������Ȼ����ȫ���ȡ�����������ȡ����֮�������Ѿ��γɣ�������Ų�Ҳ�ڲ��ϵļӿ졣
һ���Զ������ߣ���Ҫ�����¼�������ģ����ɣ�
1�� ���ػ��������ػ�����Ϊ�ӹ�������ʵ�ּӹ����̵��Զ�����
2���Զ������ϣ�ͨ����е�ֵ�ʹ�ã�ʵ�ּӹ�������Զ����Ϻ����Ϲ����湤�˵��˹������϶�����
3���Զ��оߣ�ͨ��Һѹϵͳ������ϵͳ�����ʹ�ã�ʵ������оߵ��Զ���λ���Զ��н����ɿ��ȶ��������湤�˵��˹�װ�й�����
4���Զ���ȴ���ˢ��ͨ���Զ���ȴϵͳ����ƣ�ʵ���ڼӹ������жԹ������Զ���ȴ�ͶԼӹ���м���Զ���ˢ��
5���Զ���ɨ��ͨ���Զ���ɨϵͳ����ƣ�ʵ�ֶԼоߵĺ���̨���Զ���ɨ������������һ������Ķ�λ���н��ͼӹ���
6�����ߵ�ʹ�������趨�����ѣ�ͨ���Ե��ߵļ���Ե��ӹ������ļ�¼��ʵ�ֵ����������ѹ��ܣ��ò�����Ա��ʱ�ĸ������ߣ�ʵ������������ӹ���
7���Զ�����м��ͨ���Զ���м����ʹ�ã�ʵ�ּӹ���м���Զ���м���ռ����ܣ�*�Ľ����˹��˵��Ͷ�ǿ�ȣ������˹���������
�������Ĺ���ģ���У��Զ������ϵĻ�е�ֲ��֡��Զ��о߲��ֺ��Զ���ɨ���ֶ�ǣ�浽������Ԫ������ʹ�ã�����ʹ�õ�Ԫ����������������������൱�Ĺ�ģ������˵���Զ������������뿪����ϵͳ�����еġ�
����������ϵͳ�У�����ʹ�õ�������Ԫ�����У��������������������أ���ŷ������ס�������̡����ء����ܡ�������ͷ�ȡ�
����������ϵͳ�У�����ʹ�õ�������Ԫ�����У��������������������أ���ŷ������ס�������̡����ء����ܡ�������ͷ�ȡ�
AIRTEC��λ��ͨ��ŷ�
KM-09-530-HN-412
KM-09-530-HN-442
KM-09-530-HN-O12
KM-09-530-HN-O42
KM-09-533-HN-412
KM-09-533-HN-442
KM-09-533-HN-O12
KM-09-533-HN-O42
KM-09-534-HN-412
KM-09-534-HN-442
KM-09-534-HN-O12
KM-09-534-HN-O42
AIRTEC����̩�˵�ŷ�ά�ް�
RF-09-E1
RF-09-E2
RF-09-V
RF-09-Z1
RF-09-Z4
RF-09/1
RF-09/10
RF-09/11
RF-09/12
RF-09/13
RF-09/14
RF-09/15
RF-09/16
RF-09/2
RF-09/3
RF-09/4
RF-09/5
RF-09/6
RF-09/7
RF-09/8
RF-09/9
RF-19-E
����̩��2x��λ��ͨ��ŷ�
BM-02-310/2-HNR-432
BM-02-310/2-HNR-462
BM-02-310/2-HNT-432
BM-02-310/2-HNT-462
BM-02-312/2-HNR-432
BM-02-312/2-HNR-462
BM-02-312/2-HNT-432
BM-02-312/2-HNT-462
BM-02-314/2-HNR-432
BM-02-314/2-HNR-462
BM-02-314/2-HNT-432
BM-02-314/2-HNT-462
����̩�˶�λ��ͨ��ŷ�
BM-02-310-HNR-432
BM-02-310-HNR-462
BM-02-310-HNT-432
BM-02-310-HNT-462
BM-02-312-HNR-432
BM-02-312-HNR-462
BM-02-312-HNT-432
BM-02-312-HNT-462
����̩�˶�λ��ͨ��ŷ�
BM-02-510-HNR-432
BM-02-510-HNR-462
BM-02-510-HNT-432
BM-02-510-HNT-462
BM-02-511-HNR-432
BM-02-511-HNR-462
BM-02-511-HNT-432
BM-02-511-HNT-462
BM-02-520-HNR-432
BM-02-520-HNR-462
BM-02-520-HNT-432
BM-02-520-HNT-462
������ҵ����������װ���ڳ��������ߵĶ�λ�����͡������ȹ㷺Ӧ��,�����ֳ�����ʽ�������ƶ�������ʱ������Ӧ��
�������Զ������������������У���������������һ����Ϊ�ؼ��Եļ�����ֻ������������������ʹ�÷��������ܹ���������Զ���������Ӧ��ˮƽ��ȷ�����õ���Ч�ԡ�
��������
���ִ���������ҵ�У����������������������Զ��������ߣ����������������ĺ�װ�����ߣ�������—����IJ�����������������:������ѹ���ļн��Ͷ�λ���Զ��������ٽӽ����㲿λ������·��DZ������������ͷ��¡������ڸ���λ֮�����֮������͵ȣ�����ͨ������������·����Ӧ�ĵ�������ϵͳ��������ִ��������ɵġ�
���������������Զ��������е�Ӧ��
��������������װ���ϵ�Ӧ��
����װ�乤�ߵ�����
�ִ�����������װ����������������ɸ��ӣ��㲿��֮�࣬װ�乤λ֮��,����û�к��ʵIJ�������,������Ӱ����װ�������ٶȣ�Ҳ��������Ա���ش���װ�������IJ��ȶ��ԡ������ȫ��ʹ�õ綯���ߵĻ�������������Ҫ�Ĺ���ǹ�����ڶ࣬�ɱ��ϸߣ�������Ľϴ��������ߵ�ʹ������Ժܺõ��ֲ���Щ���㡣�������Ϸ����л��ƵĶ�пͨ���ܵ�,������λ�϶�����б��Ŀ�����ܣ����������弴�ã�������¼��ɣ�����ʵ���˼�࣬���������ٵ�Ч����
�����������������豸�е�����
����������Ҫ��Ӧ�û�������ʵ�������ߵģ����,���ܻ��Ŀ��ƣ����ٴ����������ɱ���ά�����㰲ȫ������ͼ�Ҫ����—�������������͵�����Ӧ�ã�������̣��������P��������ֱ�߶�����
��������ֳ���յ��ߣ����������װ�õ�ִ��Ԫ�������������—��dz��������յĴ��ͼ�����������ռ������е��ڡ����ƺͼ��,������Ч����߹������㲿�����Զ��������Զ��������е�Ч�ʡ����⣬�������������࣬����ƽ�ȣ��ɿ����������������������ŵ㣬���������������ڸ������õ��˹㷺��Ӧ�á�������̵ĺ�����Ҫ���γ�һ�����ǻ���������dz�˵�ĸ�ѹǻ�����ʵ����?�ؼ�������շ�����������
��շ������Ĺ���ԭ����������ܸ�������ѹ����������ܳ����γ����������������������ھ��������£�ʹ����ܳ�����Χ�Ŀ������ϵر������ߣ�ʹ����ǻ�ڵ�ѹ����������ѹ���£��γ�—����նȡ�
�����������������
���Զ����̶Ƚϸߵ��������ϣ����������Ƿdz��㷺�ͳ���ģ��߱ߵ����������ۣ���Ʒ�����ߣ��������������������ߣ���Щ�豸�϶�ʹ���˴���������;��Щ���ײ������ŵ���ƽ�⣬���ؼ�ɲ������;�������赲��λ���н����ɵ�����;������PLC�����Ĵ�չ�����͵������ƽ��ܽ����һ��,�γ��������ɣ��ȶ����Զ���ϵͳ��
���������������������
���������к�—���˶���ʽ������ת�˶�,������������ʵ��������ת�˶���Ԫ�����͵��һ������������Ҳ�����ת�أ����Գɱ����͵�ѹ������Ϊ���ʽ���������
����������˽ṹ��֮�⣬�����߱��������������ŵ�:
���������١�ֻҪ���ƽ��������������Ŀ��ȣ�������ѹ�����������������ܵ��������������ʺ�ת�١����нϸߵ������أ�����ֱ�Ӵ��غ�����ֹͣ��Ѹ�١��й��ر������ã���������ض��������ϡ�����ʱ������ֻ��ת�ٽ��ͻ�ֹͣ�������ؽ����������������������ת�����ݷ��㣬ά������������������нṹ�����С�������ᣬ�����������ף�ά���㡣������ȫ�����������¡���š������Ӱ�죬�����ڶ��ӵĹ���������
������Ϊ����������������ŵ㣬��˳�Ϊ�˵���õ����Ʒ���㷺Ӧ����������¡���ʪ�ȱȽ϶��ӵĻ����У��������Զ�����ҵ��������Ҳ�й㷺��Ӧ�á�
��
�����Խӽ����ص����������ڻ�����װ�д������ʵ������˶����ӽ����ص�Ԥ��λ��ʱ�������ϵĴ���ʹ����պϣ��������ź�,ָʾ�г�λ�û����ij—Ԫ��������ʡȥ�˻�е��λ������ӵ�λ�ô������Ȳ�����
��Һ�任ִ��Ԫ��
��—ЩӦ�ó��ϣ�����Ҫ��ִ��Ԫ�����㹻��������������Ҫ������ٶȾ��ȡ��ɵ����ڸ��ر仯ʱ�ܱ�����ƽ���ԡ���ͨ�����ص��Ƕ����죬���ٶȲ����ƣ������“����”��“����”����������������ЩҪ��;��Һѹ���ص��Ƕ��������������ظ��Ըߣ��ٶ��ȶ��Ժá�������ǡ����������������Ӹ��Ե��ŵ㣬����ΪĿǰ����(��Һѹ)����ϵͳ���ձ���õ���Һѹ����ס�
 ɨһɨ���ֻ����
ɨһɨ���ֻ����