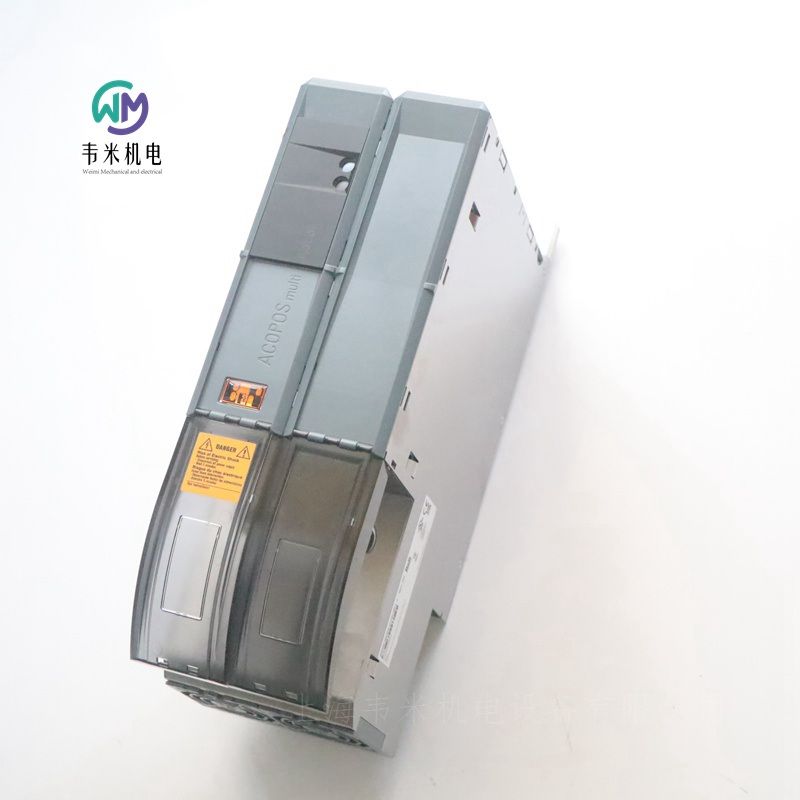
AIRTEC��ŷ�MN-06-530-HN 24V���Ϻ�Τ�����豸����˾��Ӫ��Ʒ����ϵ�ˣ����ࣻ��Ʒʵ��ͼƬ��ԭ��ԭװ��Ʒ���۸�ʵ�ݣ��ȳϻ�ӭ���Ͽͻ���ѯ����
��ŷ���ѡ��ָ��
ѡ���ص�:
��ŷ�ѡ��Ӧ��������ѭ��ȫ�ԣ��ɿ��ԣ������ԣ��������Ĵ�ԭ��������ֳ�����Ҫ��(��ͨ����С���������ࡢѹ���ȼ�����Դ��ѹ��������ʽ�������)��
ѡ������:
1�����ݹܵ�����ѡ���ŷ���:ͨ�����(��DN)���ӿڷ�ʽ(���ӷ�ʽ)
(1)�������ֳ��ܵ��ھ��ߴ������Ҫ����ȷ��ͨ��(DN)�ߴ�;
(2)���ӿڷ�ʽ��һ��DN>50Ҫѡ�����ӿڣ�DN=50��ɸ����û���Ҫ����ѡ������ʽ���߷���ʽ��
2�����ݽ�������ѡ���ŷ���:������ʡ��ܷ���ϡ��¶ȵȡ�
(1)����ʴ������: ���������ѡ�ò���ֻ�PTFE (���ķ�Zϩ���׳�������)����ѡ�����PTFE�ܷ����;
(2)��ʳ�û�����:���������ѡ������������֣���ѡ������ܷ����;
(3)����������:Ҫѡ��������µĵ繤
���Ϻ��ܷ��������ĵ�ŷ�������Ҫѡ�������ԭ���ṹ��;����״̬:��������̬��Һ̬����״̬���ر��ǿھ�����25ʱһ��Ҫ�� �ֿ����������뵼�ײ����й�;
(5)������ճ��:ͨ����50cSt���¿�����ѡ����������ֵ������ѡ�ø�ճ�ȵ�ŷ���
(6)����������:���ʺ�����С����ʱ��ѡĤƬ�ṹ�ģ���Ҳ���ڵ�ŷ�ǰ��װ��������ѡ�����ṹ��
3������ѹ���ȼ�ѡ���ŷ���:ԭ���ṹ����
(1)������ŷ���Ҫ��ʱ������������ҳ���������ʱ�����رյ�ʱ�䣬��ѡ�ó����͡�
(2)��Ҫ�ǿ���Ƶ���л�������ʱ��̻��ص�ʱ����ʱ����ѡ�����͡�
(3)��������Щ���ڰ�ȫ�����Ĺ�������¯Ҥ�����⡢ȼ��й¶������������ȫ����ϵͳ����Ӧ��ѡ������жϵ�ŷ���������ѡ����ͨ����(����ͨ��ֻ��һ����Ը���)������ѡ����ʽ��
(4)���Ա���ʽ��ŷ�(Ҳ��:˫��̬)��һ�����ͼ���������Ҫ������Ҫ��Լ��Դ��͵�ѹ�����ij��ϡ�
4����Դ��ѹѡ��:��������ѡ����AC220V, DC24V��Ϊ����;
5�����ݹ���ʱ�䳤�̻�������Ҫ��ѡ����Ʒ�ʽ:����ʽ������ʽ���Ա��֡������ж�ʽ(�ֶ���λ) ;
(1)������ѹ��:�������������ͨ�÷��ŵĺ�����һ���ģ��Ǹ��ݹܵ�����ѹ����ʹ��ѹ����1.5������;
(2)������ѹ��:��ָ��ŷ����ڹرջ���״̬ʱ����ǰ�˹�·ѹ����ȥ����˹�·ѹ���õ�����ֵ;����ѹ���ѹ����ʱ������ѡ��ֱ��ʽ��ֲ�ֱ��ʽԭ��;���߱�һ��ѹ������ʱ����ԭ���ṹ��ʽ����ѡ��;
6�����ݻ���Ҫ��ѡ��������:���������ء��ֶ�����ˮ����ˮ�ܡ�DZˮ��
(1)����ȼ���ױ�����:����ѡ����Ӧ�ȼ��ķ�����ŷ�;
(2)�����ܵ������е�������ʱ����ѡ���ֹ�ع��ܵ�ŷ�;
(3)������Ҫ�Ե�ŷ������ֳ��˹�����ʱ,��ѡ����ֶ����ܵ�ŷ�;
(4)��¶�찲װ��۳��ೡ��Ӧѡ�÷�ˮ������Ʒ��(�����ȼ���IP45����)��������Ȫ��ˮ�¹�·��������DZˮ��ŷ�(�����ȼ���IP68����)��
�������Ʒ���Һѹ���ıȽ�
(һ) ʹ�õ���Դ��ͬ
����Ԫ����װ�ÿɲ��ÿ�ѹվ���й����ķ���������ʹ��Ҫ��Ϳ��Ƶ�IJ�ͬ�����ڸ��Լ�ѹ���Ĺ���ѹ����Һѹ�������л���·�����������ռ��ù���Һѹ�͡��������Ʒ�����ͨ��������ֱ�Ӱ�ѹ������������ŷš�
(��) ��й©��Ҫ��ͬ
Һѹ���������й©Ҫ���ϸ���Ԫ���ڲ�������й©ȴ�������ġ����������Ʒ���˵������϶�ܷ�ķ��⣬ԭ���ϲ������ڲ�й©�����������ڲ�й©�е����¹ʵ�Σ�ա�
�������ܵ���˵������������й©;��Һѹ�ܵ���й©�����ϵͳѹ���½��ͶԻ�������Ⱦ��
(��) ����Ҫ��ͬ
Һѹϵͳ�Ĺ�������ΪҺѹ�ͣ�Һѹ�������ڶ���Ҫ��;����ϵͳ�Ĺ�������Ϊ���������������ԣ����������������Ҫ�������������Ӧѡ������ˮ��ʴ�IJ��ϣ����߲�ȡ��Ҫ�ķ����ʩ��
(��) ѹ����Χ��ͬ
�������Ĺ���ѹ����Χ��Һѹ���͡��������Ĺ���ѹ��ͨ��Ϊ10bar���ڣ������ɴﵽ40bar���ڡ���Һѹ���Ĺ���ѹ�����ܸ�(ͨ����50Mpa����)�����������ڳ���������ѹ����ʹ�á������ᷢ�������¹ʡ�
(��) ʹ���ص㲻ͬ
һ����������Һѹ���ṹ���ա������ᣬ���ڼ��ɰ�װ�����Ĺ���Ƶ�ʸߡ�ʹ����������������������ʡ�С�ͻ�����չ���ѳ��ֹ���ֻ��0.5W�ĵ��ʵ�ŷ�����������PLC�ɱ�̿�����ֱ�����ӣ�Ҳ�����������һ��װ��ӡˢ��·���ϣ�ͨ�������ͨ�����·��ʡȴ�˴������ߣ�������������ҵ��е�֡����ӵ���������װ���ߵȳ��ϡ�
�������Ʒ��Ľṹ�ɷֽ�ɷ���(���������ͷ���)�ͷ��������֣��������ߵ����λ�ã��г����ͺͳ��������֡����ӽṹ�Ͽ��Է�Ϊ����ֹʽ������ʽ�ͻ���ʽ���෧��
(һ)��ֹʽ���Ľṹ������
��ֹʽ���ķ������ŷ����������ƶ������ƽ�������������ͨ��ֹʽ���Ļ����ṹ���ڷ���P�����빤����ѹ��о�ڵ��ɺ�����ѹ�������½�ѹ�ڷ����ϣ�ѹ���������ܴ�A������;�����ܵ����µ���������о�����ƶ������뷧����ѹ���������ܴ�P������A�����������ǽ�ֹʽ�����л�ԭ������ʾ�ķ�Ϊ��ͨ�ͽṹ��Ϊ��ʼ״̬�����෴�������ڵ���������
���뿪������ѹ��������P������A�������bΪ����״̬�����������ϵ��������£����Ľ�ѹ�ڷ����Ϲرշ��ڣ��������ضϣ�A��û��ѹ������������
AIRTEC��λ��ͨ��ŷ�
MN-06-530-HN
����̩��AIRTEC��λ��ͨ��ŷ�
MN-22-510-HN
MN-22-511-HN
AIRTEC��ŷ����
KN-063-DRH
KN-065-DRH
KN-063-DRS
KN-065-DRS
AIRTEC��λ��ͨ����
KN-05-310-HN
KN-05-310-HNX-XXX
KN-05-310-HN-142
KN-05-310-HN-144
KN-05-310-HN-912
KN-55-310-HN
KN-05-311-HN
KN-55-311-HN
KN-05-311-HN+108-030-1160
KNE-05-511-PR-3493
AIRTEC��λ��ͨ����
KN-05-510-HN
KN-05-511-HN
KN-55-510-HN
KN-55-511-HN
KN-05-520-HN
KN-55-520-HN
KN-05-511-HN-912
KN-05-520-HN-157
KN-05-520-HN-142
AIRTEC��λ��ͨ����
KN-05-530-HN
KN-55-530-HN
KN-05-533-HN
KN-55-533-HN
����̩�˶�λ��ͨ����
MI-01-510-HN
MI-01-510-HN-112
MI-01-511-HN
MI-01-520-HN
MI-01-520-HN-112
����̩����λ��ͨ����
MI-01-530-HN
MI-01-533-HN
AIRTEC��λ��ͨ��ŷ�
MI-02-510-HN
MI-02-511-HN
MI-02-520-HN
AIRTEC��λ��ͨ��ŷ�
MI-02-530-HN
MI-02-533-HN
����̩�˶�λ��ͨ��ŷ�
MI-03-510-HN
MI-03-511-HN
MI-03-520-HN
����̩����λ��ͨ��ŷ�
MI-03-530-HN
MI-03-533-HN
����̩��AIRTEC��ŷ����
����̩��AIRTEC�װ壬�������
MI-011
MI-021
MI-031
����̩��AIRTEC�װ壬�װ����
MI-012
MI-022
MI-032
����̩��AIRTEC���Ӱ壬�װ����
MI-013
MI-023
MI-033
����̩��AIRTEC������
MI-01-V
MI-02-V
MI-03-V
����̩��AIRTEC���Ӱ�˰�
MI-01/E
MI-02/E
MI-03/E
����̩��AIRTEC�װ����
MI-013/N
MI-023/N
MI-033/N
����̩��AIRTEC���Ӱ�
MI-014
MI-015
����̩��AIRTEC����
MI-01-D1
MI-01-D2
AIRTEC������
ICK-55-310-HN
ICK-55-311-HN
KNX-55-311-HN
KNX-55-511-HN
KNX-55-520-HN
����̩�˵�ŷ�
PNX-55-311
PNX-55-511
PNX-55-520
����̩��������
ICK-09-511-HN
ICK-09-520-HN
ICK-09-530-HN
ICK-10-511-HN
ICK-10-520-HN
ICK-10-530-HN
KMX-09-511-HN
KMX-09-520-HN
KMX-10-511-HN
KMX-10-520-HN
KMX-10-530-HN
AIRTEC��ŷ�
PKX-09-511
PKX-09-520
PKX-10-511
PKX-10-520
PKX-10-530
����̩��AIRTEC��λ��ͨ��ŷ�
ICKN-55-310-HN
ICKN-55-311-HN
����̩��AIRTEC��λ��ͨ��ŷ�
ICKN-55-510-HN
ICKN-55-511-HN
ICKN-55-520-HN
����ϵͳ�������Զ����е�Ӧ��
���Ź�ҵ4.0�IJ�������ƽ�������ҵҲ�ڷ����ŵı���ͳ�ļӹ�ģʽ�Ѿ��������ɱ��IJ��������ͼ����ֶεIJ��Ͻ����������ڻ����Զ������ӹ�ģʽ��ȡ������Ȼ����ȫ���ȡ�����������ȡ����֮�������Ѿ��γɣ�������Ų�Ҳ�ڲ��ϵļӿ졣
һ���Զ������ߣ���Ҫ�����¼�������ģ����ɣ�
1�� ���ػ��������ػ�����Ϊ�ӹ�������ʵ�ּӹ����̵��Զ�����
2���Զ������ϣ�ͨ����е�ֵ�ʹ�ã�ʵ�ּӹ�������Զ����Ϻ����Ϲ����湤�˵��˹������϶�����
3���Զ��оߣ�ͨ��Һѹϵͳ������ϵͳ�����ʹ�ã�ʵ������оߵ��Զ���λ���Զ��н����ɿ��ȶ��������湤�˵��˹�װ�й�����
4���Զ���ȴ���ˢ��ͨ���Զ���ȴϵͳ����ƣ�ʵ���ڼӹ������жԹ������Զ���ȴ�ͶԼӹ���м���Զ���ˢ��
5���Զ���ɨ��ͨ���Զ���ɨϵͳ����ƣ�ʵ�ֶԼоߵĺ���̨���Զ���ɨ������������һ������Ķ�λ���н��ͼӹ���
6�����ߵ�ʹ�������趨�����ѣ�ͨ���Ե��ߵļ���Ե��ӹ������ļ�¼��ʵ�ֵ����������ѹ��ܣ��ò�����Ա��ʱ�ĸ������ߣ�ʵ������������ӹ���
7���Զ�����м��ͨ���Զ���м����ʹ�ã�ʵ�ּӹ���м���Զ���м���ռ����ܣ��Ľ����˹��˵��Ͷ�ǿ�ȣ������˹���������
�������Ĺ���ģ���У��Զ������ϵĻ�е�ֲ��֡��Զ��о߲��ֺ��Զ���ɨ���ֶ�ǣ�浽������Ԫ������ʹ�ã�����ʹ�õ�Ԫ����������������������൱�Ĺ�ģ������˵���Զ������������뿪����ϵͳ�����еġ�
����������ϵͳ�У�����ʹ�õ�������Ԫ�����У��������������������أ���ŷ������ס�������̡����ء����ܡ�������ͷ�ȡ�
��ѹ������Դ����
1������ѹ��������ƿ�ѹ����
����ѹ�����������ǽ�����ѹ���Ŀ�����ѹ�ɽϸߵ�ѹ����Ȼ����������Ԫ��ʹ�ã��䰴ѹ����ʽ�IJ�ͬ���¿��Է�Ϊ�������ͣ�
����ʽ����ѹ����
��תҶƬʽ����ѹ����
�ݸ�ʽ����ѹ������
��ʵ�����������͵Ŀ���ѹ�����IJ���ԭ����һ���ģ����ǽ������Ŀ������룬�����ٿ����ռ�������������ѹ��������Ĺ���ԭ�����ǾͲ�����ϸ�Ľ��ܣ���ҿ��Ը��� �Լ�����Ҫȥ��һЩ����ϸ���˽⡣
2����Դ��������
1����Դ����Ⱦ��
�����ڿ�ѹ����Դ��ʹ�ù����У������ᷢ��һЩ���ۡ�ˮ�ݵ����ʣ���Щ��������ѹ��������ƶ���ֱ��������������Ԫ�����˶��������������Ӷ�������Щ�˶���������ģ���������Ԫ������ʹ������������ʱ�ᵼ������Ԫ������ֱ���ͱ��ϣ��Ӷ��ܴ�̶��ϵ��������������豸��ͣ�ٰչ��������������豸ά���ɱ���Ҳ�����˲�Ʒ�������ڡ�
��Դ�ڵ���Ҫ��Ⱦ����Ҫ�����¼��֣�
��1��������Ҳ��������ͨ��˵�Ĵ����ҳ�����Ȼ�ڿ�ѹ������ʱ���ֵĿ�ѹ�������ڶ���װ���й�����������Ϊ�˱�����������ѹ���ʹ�ÿ�ѹ����Ч�ܽ��ͣ����Ĺ�������ͨ��ֻ�ܹ��˵�2-5�����ϵĻҳ����ʣ����ڸ�С�����ͻ�����û�й��������ˣ�ͬʱ������ѹ����Ŀ���������ͬ���ݻ�������������ܶ�����кܴ�����ӣ���ˣ���ѹ������Ŀ�����Ȼ���д����Ļҳ������ʡ�
��2�����ͣ���ѹ���ڹ��������У�������λ�����ͣ��������λ�����ͻ�������һ�����ѹ����������ڣ�����ѹ��������Ϊһ�壬��ѹ�����¶ȹ��ߣ������γɵ������ᱻ����̼��������������ͳ�������γ����࣬�Ӷ�����Ԫ�����Ľ������ں�ǻ�壬�Ӷ�����˶��ϰ���ĥ��
��3��ˮ�ݣ�����ѹ���������������С��ѹ�����̣��������пɰ���ˮ����������Ҳ��Ӧ�Ľ��ͣ���ѹ�������뿪��ѹ�������º����ڵ�ˮ����������۳�Һ̬ˮ������ѹ�������˶����Ӷ���ˮ�ݴ�����������Ԫ���У�ˮ�ݺͳ�����ϣ��γ��ཬ��Ҳ�Ե�������Ԫ���Ķ�������ĥ��
3����Դ�ྻ��·ϵͳ
�����豸������ѹ��������ѹ���������������·�����ˮ�ݵ��������������·���ԩo���������豸������ϵͳ����ȱ�ٵIJ�����
4��������Ʒ�ʶ��弰Ӧ��
�ɾ�����Դ�����������˸�������Ԫ������ʹ��������Ҳ����������ʹ�ù����еĿɿ��ԡ�
AIRTEC���źͷ���ϵͳ����������е���������������ӷ�����ŷ�����λ��ͨ������λ��ͨ������λ��ͨ������λ��ͨ������λ��ͨ�����������ֳ����ߡ��������Ӽ�����Բ�β�ͷ�������������༫��ͷ�������½��ߺС���ʽ���������������ͷ�ϵͳ��ѹ�����ڷ����ֶ�ʽѹ�����ڷ�������ѹ�����ڷ������ܵ�ѹ�������ܹ�����ѹ�����ڷ�������������ȫ�����������Ʒ�����������������������ͽ�ֹ��������������ֹ�ط��������������
 ɨһɨ���ֻ����
ɨһɨ���ֻ����